





杏彩体育app:模具设计开发流程详细介绍
(2) 此为模具设计基本流程,一般情况下,都应遵循该流程的步骤来规划及实施设计工作。对于某些特殊产品的设计,在此流程基础上,可以依实际情况适当变更。
(1) 产品图 开模用的产品图或产品(样品)由客户及文控中心提供。因产品图均来自于各个客户,规范不一,且有图面不清晰,标注不完善,尺寸或检测基准混乱,或者人为疏忽造成的错误。故应以原图纸为基础,在忠于原设计的前提下,自行绘制本厂自用的产品图。对于客户图纸中的工艺问题,及时与客户的工程师沟通,难以达到的工艺或结构要求,可与对方工程师协商,通过降低工艺要求、更改产品结构或者增加工艺辅助手段的方法来解决。对客户原图纸不得更改,原样保存。客户提供的样品,用各种手段准确测绘出样品尺寸,作成产品图。客户样品要妥善保存。给制的产品图需数据准确,要求明了,尺寸标注完善,公差合理,便于检测。
B: 产品公差的取值以产品图为主,产品图上标有公差的,按图纸执行,产品图上未注公差的,以客户惯用的公差为准.
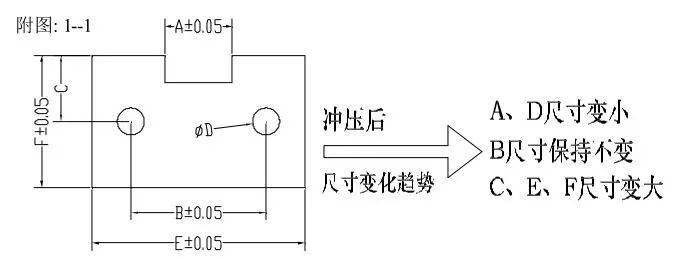
公差取值方向参考图 1-1。对于冲裁后会变大的尺寸,加工图尺寸为其下偏差的 2/3,对于冲裁后会变小的尺寸,加工图尺寸为其上偏差的 2/3。对于孔心距和孔边距等冲裁后尺寸基本保持不变的,则按中间公差取值。
A: 展开计算原理 板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准,中性层与板料厚度的中间层是不同的概念。中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动。中性层到板料内侧的距离用λ表示.
(1) 根据客户要求,产品精度,产品的产量,模具寿命,工艺特性等来决定采用连续模还是单工序模。
(1) 根据产品要求精度、模具生产总量、模具生产速度等决定模具精度等级的划分。精密连续模具分 A、B、C、D 四个等级,精密单工序模具分为甲、乙、丙三个等级。等级划分标准见下表:

a: 提高材料利用率 材料利用率占到冲件总成本的 60%以上,是一项很重要的经济指标。冲裁过程中产生的废料分结构废料和工艺废料两种。排样时应尽量减少工艺废料,提高材料利用率。
b: 操作方便、安全,减轻工人劳动强度 对单工序模具而言,材料在冲裁过中翻动要少,在材料利用率相同或相近的情况下,应尽可能选条料宽、进距小的排样方案。
(1) 精密连续模具在确定排样图之前,先做冲裁冲头迭加图。做此图的目的是保证将所有的废料都冲完,获得完整的产品。首先要确定制品的毛边面,制品料纹方向要求,步距,条料宽度,制品的基准面,合理的搭边及送料方向。要考虑到冲头的先后顺序,弯曲的先后顺序,定位孔及搭边位置等。
b: 冲头应避免过长的悬臂与狭槽。因为悬臂会影响冲头的强度。狭槽会影响到凹模的强度。冲头尽量避免尖角。
d: 两个冲头的连接处会有接口,在保证顺利冲裁的情况下,尽量减小产品上冲头接口位置的大小,对某些产品,接口的大小、位置及形状,要与客户商讨共同制订。
b: 若段曲上有冲孔或工序,并且这些工序的位置精度要求高,建议段曲后再冲孔或成形,这样可以避免由于段曲展开不准而影响尺寸。
c: 若制品中有对称弯曲,建议对称弯曲在同一步成形。可以使受力平衡,若若制品的弯曲边较长,为了使受力平衡,可以设计成工艺平衡弯曲,弯曲后将工艺弯曲冲掉。
搭边是指相邻冲裁件间的余料,或冲裁件到条料边间的余料。搭边的大小与产品的大小及复杂程度有关系,产品大或弯曲边较长,搭边值应大些。
模具图纸下发到模具制造部门后,设计人员应随时跟进模具制造进度。及时了解加工过程中出现的各种情况,发现问题,及时协同制造部门解决。
d: 冲模所有活动部分的移动应平稳,无滞止现象,滑块、楔块在固定滑动面上移动时,其最小接触面积不少于其面积的四分之二。
